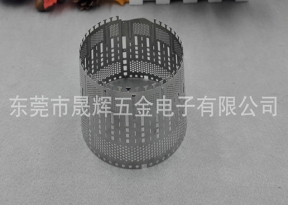
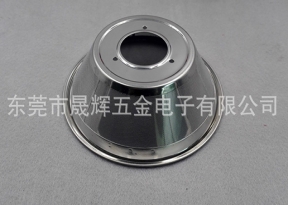
专业从事DIY金属蚀刻加工与制造及五金电子不锈钢蚀刻加工的蚀刻专家
拥有专业的废水处理设施,并取得政府颁发的排污许可证
全国统一咨询热线
138 2690 5120
专业从事DIY金属蚀刻加工与制造及五金电子不锈钢蚀刻加工的蚀刻专家
拥有专业的废水处理设施,并取得政府颁发的排污许可证
138 2690 5120

地址:中国 广东东莞市大岭山镇鸡翅岭工业区
电话:0086 0769 82780796
传真:0086 0769 82780797
手机:13827281984(汤先生)
Q Q:2824469571
手机:13826905120(周先生)
Q Q:372288423 SKYPE:pztang
E-mail :dgshenghuiwujin@163.com
诚信通店铺:dgshenghui8.1688.com
晟辉精密五金蚀刻厂家分享:有什么原因会影响五金冲压件的质量基本信息:
1.五金冲压件模具加工制件与图纸规划存在差错
该部位为图纸中清晰标出需加工出导向的区域。但因为压料芯为杂乱型面故选用铸件成形后再对导向面进行机加工,形成加工面与凹模导向面滑配后存在空隙差错,在模具正常运转过程中呈现了压料芯左/右摆动。纸艺刀模

2.五金冲压件翻边成形模具规划缺点
该模具为一模双腔左/右件共用,因为本工序内容除翻边外,还兼备形状成形内容,加之制件特殊杂乱,弯曲面狭小,成形要求凹模压料芯与成形面相符等,致使模具构造条件成形行程大,压料面积小。
(1)压料芯导向长度规划为125mm,实践导向长度为115mm,虽然在规划范围内,但存在托起有些115mm运动超越有用导向长10mm,存在压料芯托起不稳定,制件定位禁绝的弊病。
(2)长达115mm的成形高度,需规划专用导滑板,不能靠加工面与凹模侧壁滑配空隙导向,侧斜致摩擦力增大,自润滑作用极差,强壮的侧向力得不到有用消除,批量生产后会致使因长时间磨损而导致导向空隙增大,提早损失模具正常导向作用,从而会发生恶性质量事故。碳钢蚀刻刀模